口服液灌装生产线控制系统的设计与仿真
更新时间:2025-11-25 点击量:407


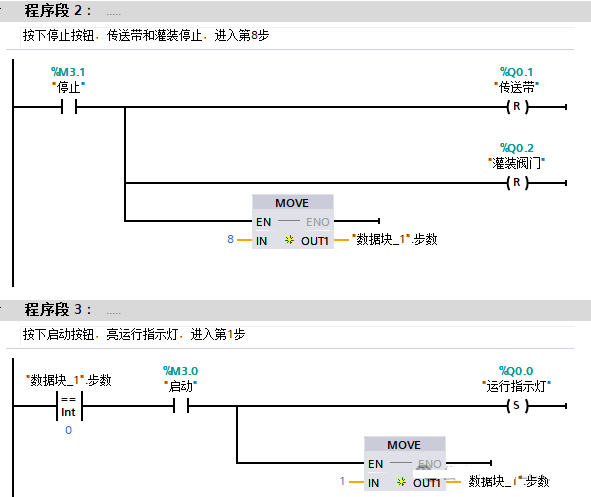
1、按下启动按钮,运行指示灯亮,系统进入运行状态。
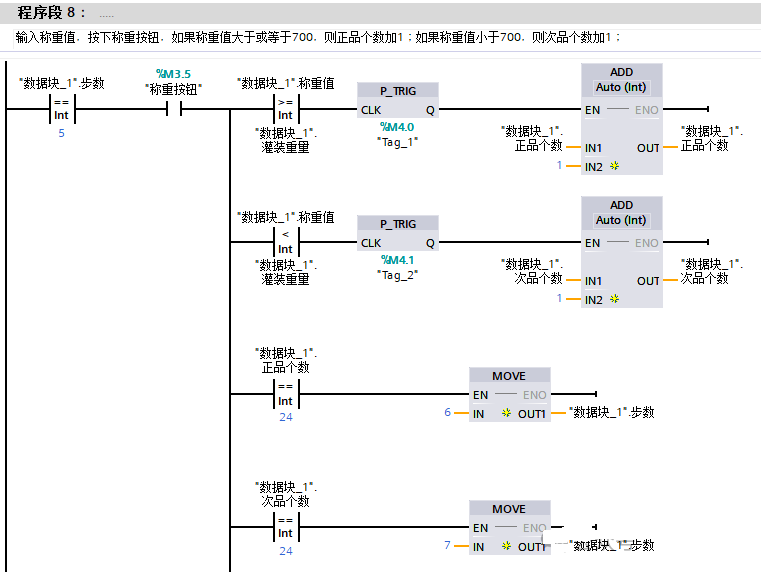
2、传送带先启动,当SQ1检测到瓶子到来,传送带停止。延时2秒后,灌装阀门打开,灌装设备开始灌装。5秒后灌装阀门关闭,重启传送带。当称重检测SQ2检测到瓶子到来,传送带停止,开始称重。输入称重值后,按下称重按钮,如果输入的称重值大于或等于700.正品个数加1.如果输入的称重值小于700.次品个数加1.如果正品个数或次品个数都没有达到24个,则启动传送带,重复上述过程。如果正品个数或次品个数都达到24个,则启动蜂鸣器报警,正品个数或次品个数恢复0.报警时间到重复上述过程。
3、按下停止按钮,灌装动作停止,重新按下启动按钮后,继续灌装动作。
4、按下复位按钮,系统进入初始化状态。
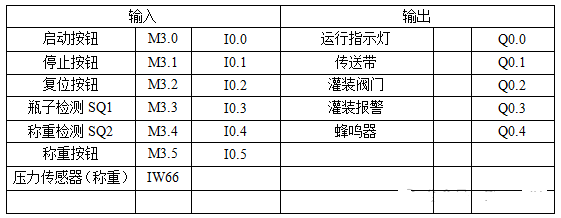
IO分配
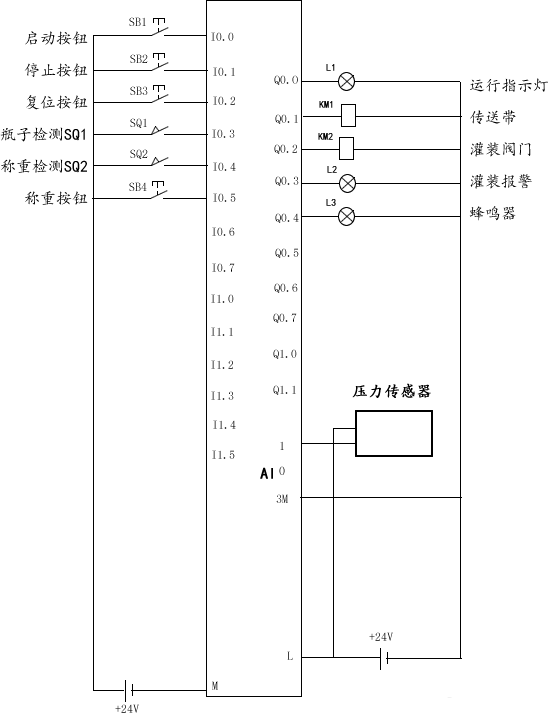
电气原理图
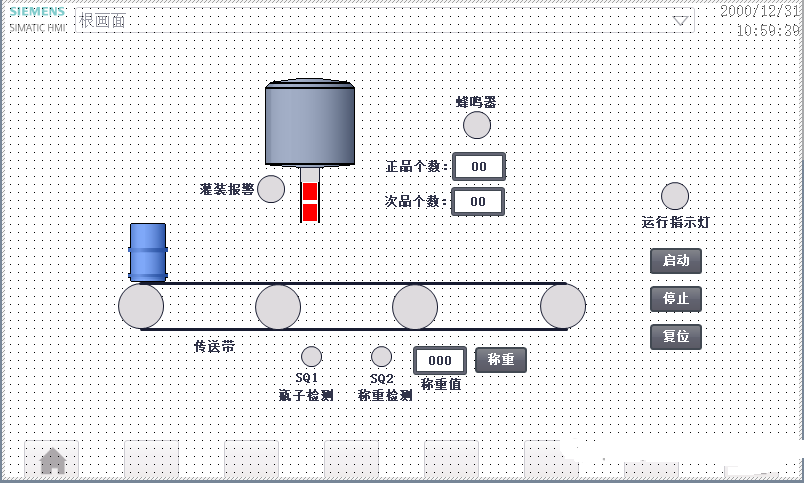
组态设计图
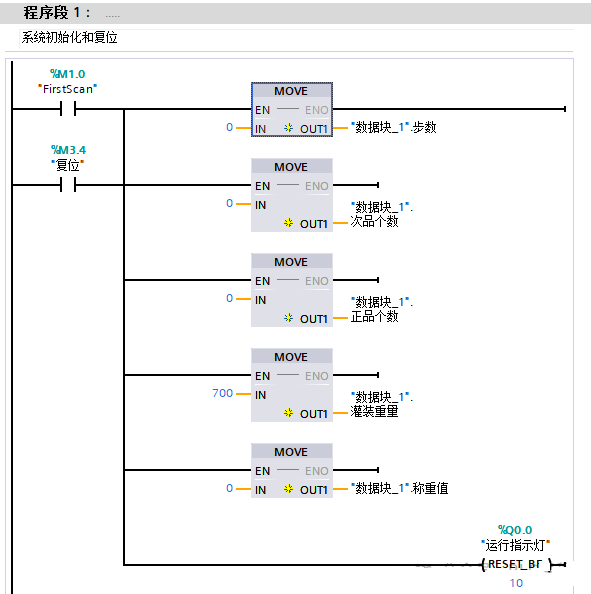
源程序




上一篇:口服液灌装机的工作原理
